C-Bot 3D Printer: Resource Page
Jump to C-Bot blog index to see all the posts.
This page is a collection of resource for building my Core-XY C-Bot printer: Electronics, hardware, software related.
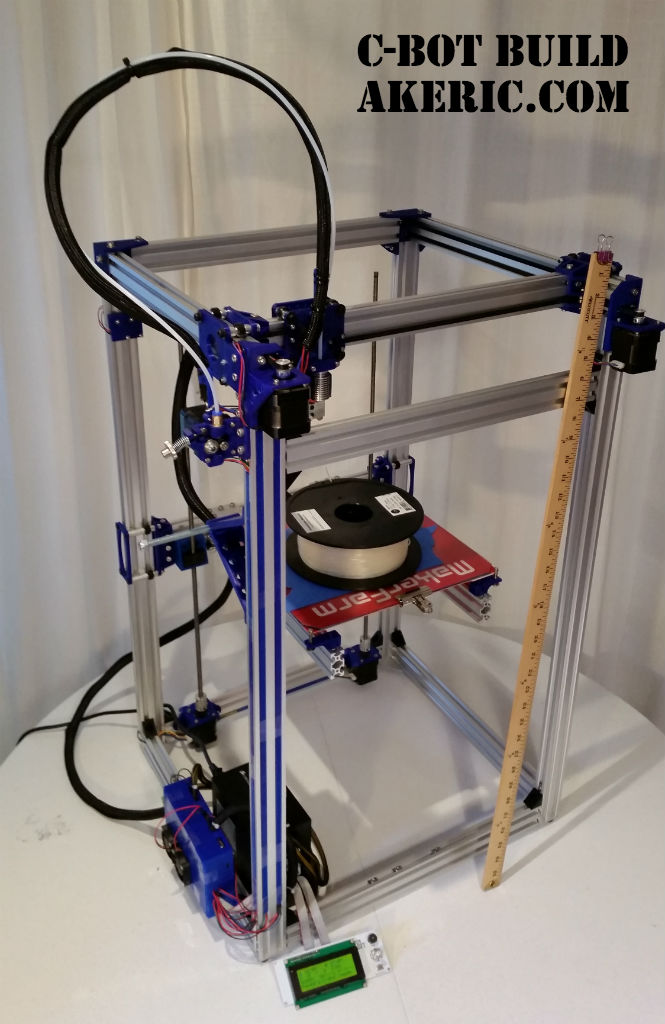
Finished C-Bot!
OpenBuilds Links:
- Main C-Bot page : Includes printed part picture links, and external 3d files that are needed (for the Bowden extruder, etc).
- C-Bot Forum : Fantastic Resource
- C-Bot File List : Original BOM, assembly guide, and all the stl’s to print.
- Link to my BOM. This is a modified version from the OpenBuilds page based on my specific needs.
- Note when ordering the hardware: Think about the overall color of the printer: Many nuts and bolts can come in silver or black: Do you care? Should they all be one or the other? Worth considering.
Hardware:
To build the 12″ x12″ x24″ build volume, these were my extrusions lengths:
- The below labeling corresponds with the Assembly Guide updates (above link) that Mason Sheffield made.
- 20×40 OpenBuilds V-Slot Extrusions:
- A : Vertical Legs : 4x 820mm
- B : Top/Bottom Horizontal X : x4 440mm
- C : Top Horizontal Y : 2x 450mm
- D : Base Horizontal Y : 2x 420mm
- E : Print Bed Supports (Mounts to G) : 2x 395mm
- F : Top XY-Gantry (what extruder mounts to) : x1 464mm
- 20×60 OpenBuilds V-Slot Extrusions:
- G : Rear Z-Slider : x1 428mm
- ACME Leadscrews : 2x 705mm
Important notes though:
- Using the E3D Volcano Extruder subtracts 2″ from your build height based on how much it hangs down. And, the above calculates on the Z-axis were still off, so right now I’m at a practical 21″ build height not 24″. To resolve a few options:
- Cut longer A lengths.
- Redesign the extruder holder to move it ‘up’ more.
- Since my z-gantry is a 40×60, I could actually move the whole build-platform down by 20mm by sort of ‘reversing’ it. however, I feel that design would give less overall strength to it.
- Basically, calculate your extruder length into your overall height.
Electronics
- Current Main Board: RADDS / Due
- RADDS Main Documentation Link
- RADDS MakerFarm Purchase Link
- RADDS LCD MakerFarm Purchase Link
- SD6128 Panucatt Purchase Link
- SD6128 Datasheet.pdf Link
- THB6128 Datasheet.pdf Link (the chip on the above driver)
- Arduino Due Main Page Link
- My Instal Notes
- Old Main Board: Rumba
- Rumba Links:
- Rumba LCD Screen : RepRapDiscount Smart Controller
- RepRapWiki Link
- Was included in the above ebay Rumba kit.
- Stepper Drivers: DRV8825
- Pololu Link
- Tuning Motor Current Link (RepRap Wiki)
- Ebay Link
- The Ebay rumba kit came with A4988 drivers, which I removed and swapped to these.
- Power Supply : Corsair CX500
- Steppers : OpenBuilds Nema 17
- Extruder : E3d V6 Volcano, 1.75mm, Bowden
- E3d Link
- Filastruder (purchase) Link
- E3D-v6 Assembly Guide (same for volcano basically)
- E3D Volcano-specific documentation
- Note, it looks like mine shipped with the 25w heater cartridge (based on the non-volcano documentation notes), but they also offer a 30w & 40w version.
- Endstops: Geeetech Mech Endstop v1.2
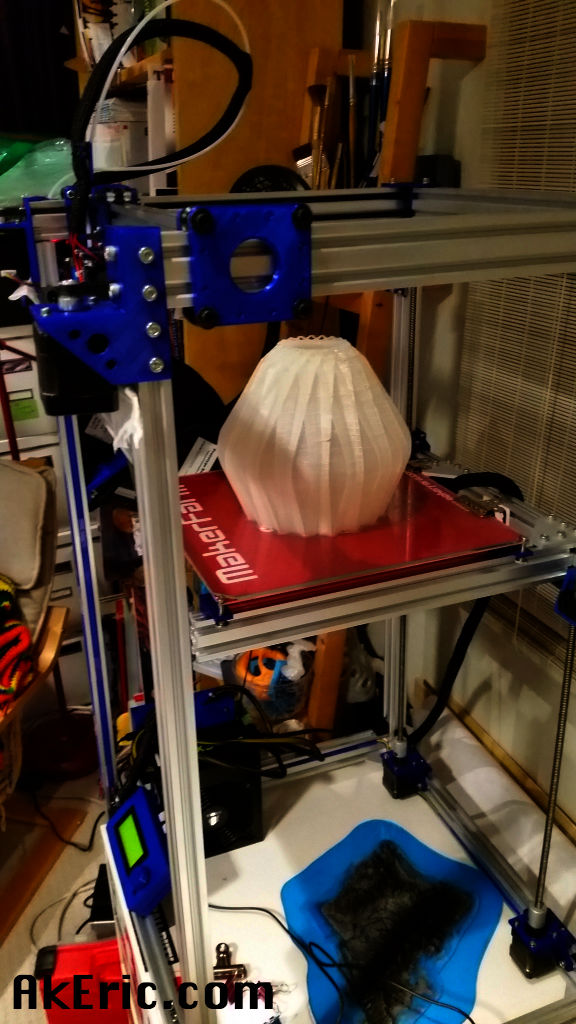
- Heated Bed : Makerfarm 12″ x 12″
- Heated Bed Power Controller
- New : Mosfet power module with breakout board, and custom printed case. Ebay Link. See my post here on the specifics & setup.
- Old : External Makerfarm Relay Link – This burned out after a year. Not recomended.
Software/Firmware
- Current Firmware: RepRap Firmware (The RADDS/Due fork)
- RepRap.org page
- Main forum post discussing it’s port to RADDS.
- Github for the RADDS/Due fork
- My install notes
- Old Firmware #1: Repetier (used on RADDS/Due)
- Old Firmware #2: Marlin (Used on Rumba)
- Marlinfirmware.org Link
- Github Link
- G-Code in Marlin Link
- G-Code RepRapWiki Link
- Arduino Link (for uploading to your main board)
- Slicer: Simplify 3D
- Just what I use, many others are available: Slic3r, Cura, Kisslicer, Repetier Host, etc. Anything that spits out .gcode files that Marlin eats. For example, Makerware is incompatible.
Jump to C-Bot blog index to see all the posts.