C-Bot 3D Printer: Upgrading the cooling fans
Jump to C-Bot blog index to see all the posts.
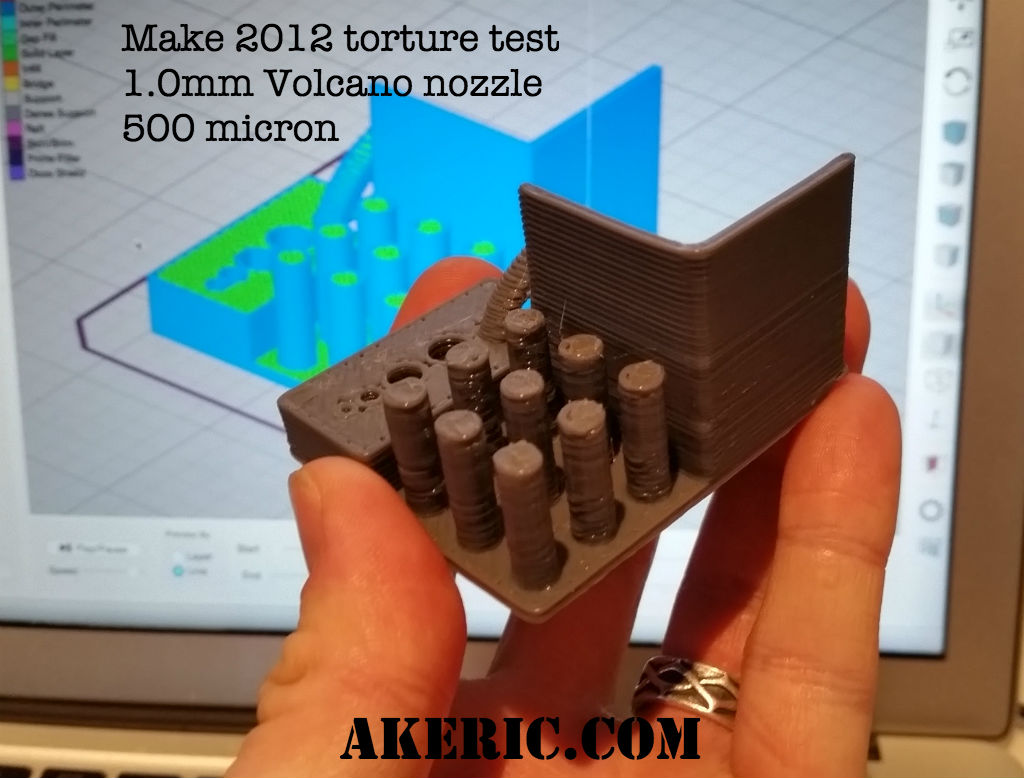
Back on part 23 I added dual 12v 40x10mm cooling fans to the C-Bot: I’m guessing each was around 4cmf, for a total of 8cfm. About the same cfm as the single 24v 40mm fan on my Replicator 1. Thing is, the 1mm E3D-v6 Volcano nozzle I’m using is 2.5x as wide, and printing layers 2.5x as thick as the .4mm Mk8 nozzle on my rep1: So, a huge increase in volume being extruded, but same cooling. The results was, negligible: Turning the fans on\off seemed to have no effect on the prints.
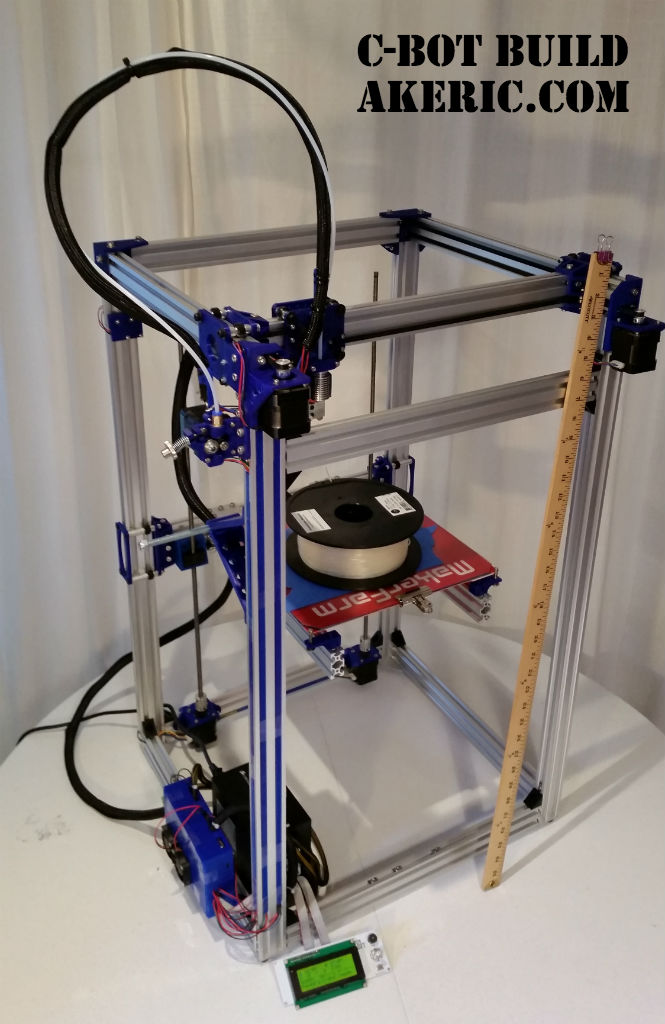
So, after much research online, I found a 12v ‘High Speed Delta Cooling Fan‘ on ebay, 40x30mm rated at 24cfm : I bought a pair of those, modeled a modified fan bracket based on what Carl Feniak had made (download the stl’s from Thingiverse), and hooked them up:

Pros:
- Huge amount of cooling, 48cmf combined. If you point them towards the ground they act like hovercrafts.
- Don’t need any ducting, so much power.
Cons:
- Noise: They sound like little turbines at full power. Causes the stinkeye from the Mrs.
- On a torture test, the pressure actually blew a tower off the build platform (it was only anchored by a few mm of footing though).
Other:
- This could be a pro or a con based on how you look at it: They cool so well, that the nozzle’s heater block couldn’t keep up: Set at 210 degrees, it would steadily lower under 200 until I shut it down. I had to use a spare strip of ceramic insulation tape (for a Replicator 2, fits great on the volcano though) to cover the heater block, then surround that with probably four layers of aluminum foil. Now I can run the fans at 90% and not loose temp.
The Result:
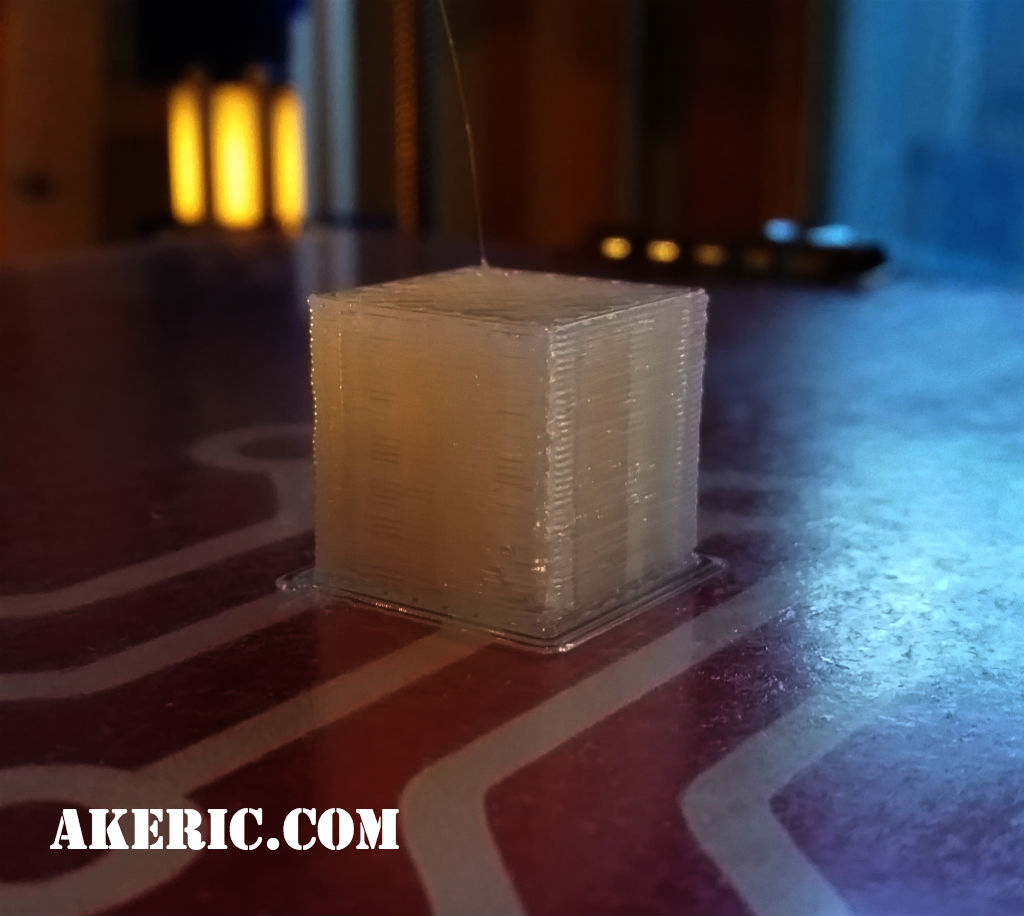
- They definitely cool the pla down quickly, compared to no cooling at all. Currently my biggest hinderance is that I’m low on filament, and the spools I have left have absorbed moisture, causing popping sounds during print, so I can’t get an accurate read on final quality.
- I can report though that bridging is much better: I used to have to print three top layers to get a good finish, but I can drop that to two now.
Other things I’ve learned in the process:
- Hairspray : No good as a binder between the PLA and glass build platform: The volcano prints pop right off within a few layers. A 50/50 mix of wood glue & water though, like I have been using, works great. On my rep1 I can use hairspray ok though, I figured it would work here too.
- Temp: At 30mm/sec, I’ve been printing gray PLA at 210 deg successfully. Tried lowering the temp to 200, but no dice: The Bowden notched the filament.
Jump to C-Bot blog index to see all the posts.